Szilikon acél tekercsek és hőtágulási útmutató
Miért kritikus változó a hőtágulás a szilíciumacél alkalmazásokban?
Amikor a mérnökök anyagokat választanak ki az elektromotorok magjaihoz, a transzformátorrétegekhez és a generátor állórészeihez, az elektromágneses tulajdonságok, például a magvesztés és a mágneses permeabilitás uralják a beszélgetést. Egy mechanikai tulajdonság azonban következetesen meghatározza, hogy egy jól megtervezett mágneses áramkör megbízhatóan működik-e élettartama során: acél hőtágulási együtthatója . Mert szilícium acél tekercsek A hőtágulás megértése nem másodlagos probléma – a laminálási kötegekké feldolgozva a méretstabilitás, az összeszerelési illeszkedés és a hosszú távú elektromágneses konzisztencia alapja.
A hőtágulási együttható (CTE) azt írja le, hogy egy anyag mennyit tágul vagy zsugorodik egységnyi hosszúságonként a hőmérséklet-változás minden egyes fokánál, μm/(m·°C) vagy 10⁻⁶/°C egységekben kifejezve. A szabványos szénacél esetében a CTE kb 11-12 × 10⁻⁶/°C . A szilíciumacél – 1,5–4,5% szilíciummal ötvözött vas – valamivel alacsonyabb CTE-t mutat, jellemzően a 10–11,5 × 10⁻⁶/°C , a szilíciumtartalomtól és a szemcse orientációtól függően. Ez a csökkenés, bár abszolút értékben szerény, mérhető következményekkel jár, amikor a lamináló kötegek széles hőmérsékleti tartományban működnek, mint az elektromos járművek vontatómotorjainál vagy a terhelésciklusnak kitett nagy teljesítménytranszformátoroknál.
Hogyan módosítja a szilíciumtartalom az acél hőtágulási együtthatóját
A vashoz való szilícium-adalékok kettős célt szolgálnak: növelik az elektromos ellenállást (csökkentik az örvényáram-veszteséget), és megváltoztatják a kristályrács szerkezetét oly módon, hogy az befolyásolja a mágneses anizotrópiát és a termikus viselkedést. Ahogy a szilíciumtartalom 1%-ról 4,5%-ra nő, az ötvözet CTE-je fokozatosan csökken. Ennek az az oka, hogy a szilícium atomok kisebbek, mint a vasatomok, torzítják a testközpontú köbös (BCC) rácsot, és megmerevedik az atomközi kötéseket, csökkentve a termikusan indukált atomi rezgés amplitúdóját.
CTE variáció a szilícium acél minősége között
| Anyag | Si-tartalom (%) | CTE (×10⁻⁶/°C) | Tipikus használat |
|---|---|---|---|
| Alacsony széntartalmú acél | 0 | 11,7–12,0 | Általános szerkezeti |
| Nem orientált szilícium acél (alacsony minőségű) | 1,5–2,5 | 11,0–11,5 | Kismotorok, előtétek |
| Nem orientált szilícium acél (kiváló minőségű) | 2,5–3,5 | 10,5–11,0 | EV vontatómotorok, generátorok |
| Szemcseorientált szilíciumacél (GO) | 3,0–3,5 | 10,0–10,8 | Erő- és elosztó transzformátorok |
| Nagy áteresztőképességű GO (HiB) | 3,0–3,5 | 10,0–10,5 | Nagy teljesítményű transzformátorok |
A szemcseorientált minőségeknél a mérés iránya is számít. Mivel a Goss textúra túlnyomórészt a hengerlési irányba igazítja a szemcséket, a CTE a hengerlési irányban és a keresztirányban kissé eltér – jellemzően 0,3–0,5 × 10⁻⁶/°C-kal. Ezt az anizotrópiát figyelembe kell venni a különböző szögben vágott szalagokból összeállított transzformátormagok tervezésekor, mivel a terhelési ciklusok alatti differenciális tágulás rétegközi feszültséget okozhat, és felgyorsíthatja a szigetelés bevonatának kifáradását.
A hőtágulás gyakorlati következményei a lamináló köteg összeállításánál
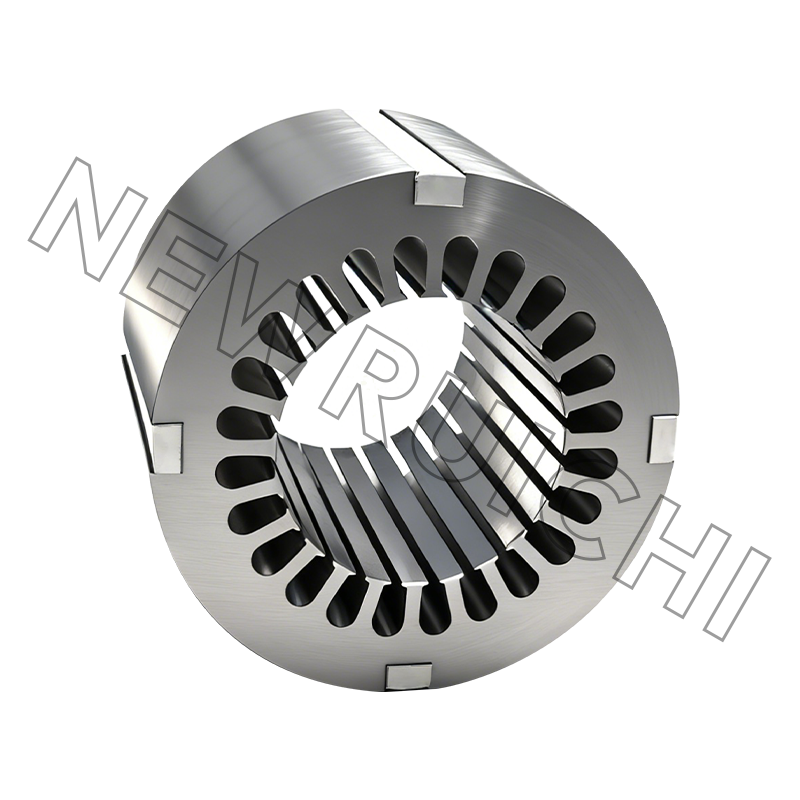
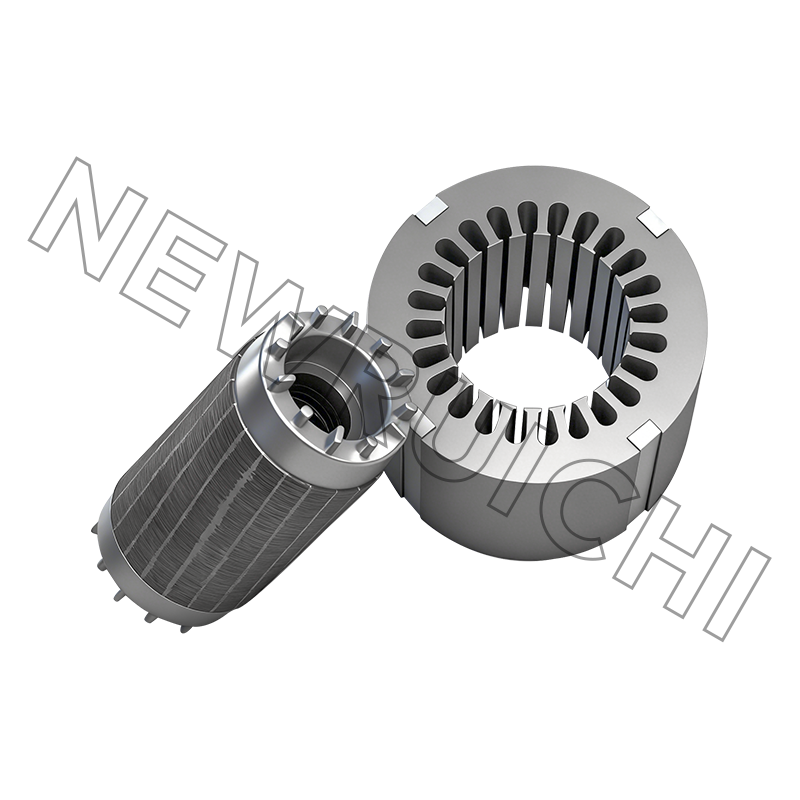
A nagysebességű elektromos vontatómotorok laminálása 150–400 egyedi laminálást tartalmazhat, amelyek mindegyike lyukasztott szilícium acél tekercsek és precízen egymásra rakva az állórész vagy a forgórész magját alkotják. A motor működése során a tekercsek ellenállásos felmelegedése és a rétegelt lemezek magveszteségei a terheléstől és a hűtőrendszer kialakításától függően 60–120 °C-kal emelik a maghőmérsékletet a környezeti hőmérséklet fölé. Ezen hőmérséklet-emelkedés felett minden laminálás kitágul a szerint acél hőtágulási együtthatója , és a verem kumulatív tengelyirányú növekedését figyelembe kell venni a ház kialakításában.
Egy 200 mm-es axiális köteg szilíciumacélból, 10,8 × 10⁻⁶/°C CTE-vel és 100 °C hőmérséklet-emelkedéssel a teljes tengelyirányú tágulás kb. 0,216 mm . Bár ez elhanyagolhatónak tűnhet, közvetlenül befolyásolja a lamináló köteg és a motorház közötti interferencia illesztést – ennek az illeszkedésnek elég szorosnak kell maradnia ahhoz, hogy megakadályozza a forgatónyomaték alatti elcsúszást, miközben ne okozzon destruktív karikafeszültséget a hőciklus során. A préselt illesztésű vagy zsugorillesztett szerelvényeket tervező mérnököknek ki kell számítaniuk a szilíciumacél mag és az alumínium vagy öntöttvas ház közötti tágulási különbséget (amelynek CTE-értéke lényegesen magasabb, 21–24 × 10⁻⁶/°C alumínium esetében), hogy biztosítsák a csatlakozás stabilitását a teljes üzemi hőmérséklet-tartományban.
Hőtágulási eltérés a mag és a ház anyagai között
A szilíciumacél laminált kötegek és az alumínium motorházak közötti CTE eltérés az elektromos járművek hajtáslánc-alkatrészeinek mechanikai fáradásának egyik leggyakoribb forrása. Üzemi hőmérsékleten az alumínium ház nagyjából kétszer annyira kitágul, mint a szilícium acél mag, ami csökkenti a kezdeti interferencia illeszkedést. Ha a kezdeti présillesztés nem megfelelő, a mag meglazulhat magas hőmérsékleten, vibrációt, kopást és végső soron zajt generálva, ami szerkezeti hibára utal. Ezzel szemben, ha az illesztés túl van megadva a termikus relaxáció kompenzálására, az összeszerelés során és alacsony hőmérsékleten a szilíciumacél kötegre nehezedő gyűrűs feszültség leválást vagy repedést okozhat a laminált éleknél. Pontos ismerete a acél hőtágulási együtthatója ezért a használt szilíciumacél fajlagos minőségéhez – nem általános acélértékhez – elengedhetetlen bemeneti adat a háztűrés kiszámításához.
Hogyan befolyásolja a hasítás és a keresztirányú vágás pontossága a szilíciumacél tekercsek hőteljesítményét
A minősége szilícium acél tekercsek A hasítási és keresztmetszési folyamatból származó termék közvetlenül befolyásolja a lamináló kötegek termikus viselkedését a használat során. Három specifikus minőségi attribútum – a síkság, az él állapota és a maradék feszültség – kölcsönhatásba lép a hőtágulással annak meghatározására, hogy a bélyegzett laminálás megtartja-e a tervezett geometriát a teljes működési hőmérsékleti tartományban.
- Laposság és tekercskészlet: A túlzott tekercskészletet hordozó szilíciumacél tekercsek (a tekercselésből adódó tartós görbület) olyan rétegeket hoznak létre, amelyek a blankolás után nem tökéletesen síkak. Ha a laminálást a maradék íjjal egymásra rakják és egy magba préselik, a rétegek közötti érintkezés nem egyenletes. A hőciklus során az érintkezési és érintésmentes zónáknál a differenciális tágulás mikroszkopikus relatív mozgást okoz, amely fokozatosan rontja a szigetelőbevonatot, idővel növeli a magveszteséget, és – extrém esetekben – hallható magnetostrikciós zajt okoz.
- A hasított él minősége: A hasított élek sorjamagassága közvetlenül meghatározza a rétegek közötti távolságot a halmozott magon belül. A magas sorja lokalizált légréseket hoz létre, amelyek csökkentik a tényleges halmozási tényezőt – a tényleges mágneses anyag és a köteg teljes térfogatának arányát. Ahogy a mag felmelegszik és lehűl, a laminálások közötti termikusan indukált relatív mozgás hatására sorjacsúcsok behatolhatnak a szomszédos rétegelt rétegek szigetelőbevonatába, elektromos rövidzárlatokat idézve elő, amelyek drámaian növelik az örvényáram-veszteséget és felgyorsítják a helyi felmelegedést.
- A feldolgozásból származó maradék feszültség: A hideg hasítás és keresztmetszés maradék húzó- és nyomófeszültségeket hoz létre a vágott éleken. Ezek a feszültségek megváltoztatják a helyi mágneses permeabilitást (magnetoelasztikus hatás), és működés közben kölcsönhatásba lépnek a termikusan indukált feszültségekkel, így nem egyenletes fluxuseloszlást hoznak létre a lamináláson belül. A nagyfrekvenciás alkalmazásoknál, például a 10 000 ford./perc feletti nagysebességű motoroknál ez az egyenetlenség mérhetően növeli a magveszteséget és csökkenti a hatékonyságot.
A professzionális hasítási műveletek mindhárom problémát megoldják a pontosan szabályozott pengehézaggal (általában az anyagvastagság 0,5–1,5%-a), a feszítés-kiegyenlítő lépésekkel a vágás előtti tekercsbeállítás korrigálása érdekében, valamint az élek sorjázásával, ahol szükséges. Az eredmény az szilícium acél tekercsek konzisztens elektromágneses teljesítménnyel és lapossággal, amely közvetlenül termikusan stabil, alacsony veszteségű laminálási kötegekké válik.
Szilikon acél tekercsek meghatározása hőigényes alkalmazásokhoz
A beszerzéskor szilícium acél tekercsek olyan alkalmazásoknál, ahol a hőciklus súlyos – elektromos vontatási motorok, nagyfrekvenciás inverteres motorok, nagy teljesítményű transzformátorok vagy ipari generátorok – az anyagspecifikációnak kifejezetten ki kell térnie az elektromágneses és a hőmechanikai követelményekre. Ha kizárólag a minőségjelölésekre hagyatkozik (például M270-35A vagy 35W250) a szállító CTE-adatainak, szigetelőbevonat-típusának és feldolgozási minőségének ellenőrzése nélkül, olyan terepi meghibásodásokhoz vezethet, amelyeket nehéz az anyag kiváltó okára visszavezetni.
A hőigényes konstrukciók anyagválasztásának véglegesítése előtt a következő paramétereket meg kell erősíteni a szilíciumacél szállítójával:
- Mért CTE érték az adott minőséghez és vastagsághoz: Kérjen vizsgálati adatokat, ne pedig becsléseket a kézikönyvből, különösen a magas szilíciumtartalmú termékek esetében, ahol a tételenkénti szilíciumtartalom változása megváltoztathatja a acél hőtágulási együtthatója 0,3–0,5 × 10⁻⁶/°C-kal.
- Szigetelőbevonat hőstabilitási besorolása: A C2, C3, C4 és C5 bevonatok feszültségmentesítési hőkezelési hőmérsékletekkel (általában 750–850 °C) szembeni ellenállásukban különböznek. Ha a bélyegzés utáni izzítás a folyamat része, a bevonatnak túl kell élnie a termikus ciklust anélkül, hogy csökkentené a tapadást vagy a rétegek közötti ellenállást.
- A lapossági tűrés és a halmozási tényező garancia: A precíziós magoknál adja meg a maximálisan megengedett ívet egységnyi hosszonként és a minimális halmozási tényezőt (pl. ≥97%), hogy biztosítsa a termikusan stabil rétegközi érintkezést a kötegben.
- A résszélesség tűrése és a sorja magasságának határértéke: A szűk résszélesség tűrések (±0,05 mm vagy jobb) és a maximális sorjamagasság (tipikusan ≤0,02 mm vékony szelvényeknél) elengedhetetlenek az egyenletes halmozás fenntartásához és a bevonat sérülésének megelőzéséhez a hőciklus során.
A mély anyagismeretet professzionális hasítási és keresztmetszeti képességekkel ötvöző beszállítóval való együttműködés megszünteti az anyagtanúsítás és a folyamatkész tekercsminőség közötti szakadékot. Amikor a acél hőtágulási együtthatója az Ön szilícium acélja pontosan ismert és az Ön szilícium acél tekercsek ellenőrzött lapossággal és élminőséggel szállítják, a hőtágulás inkább kezelhető tervezési változó lesz, nem pedig előre nem látható terepi hibaforrás.

E-mail címét nem tesszük közzé. A kötelező mezők * jelzéssel vannak ellátva




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/Telefon:
+86-18861576796 +86-18261588866
Telefon/Telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Szerzői jog © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
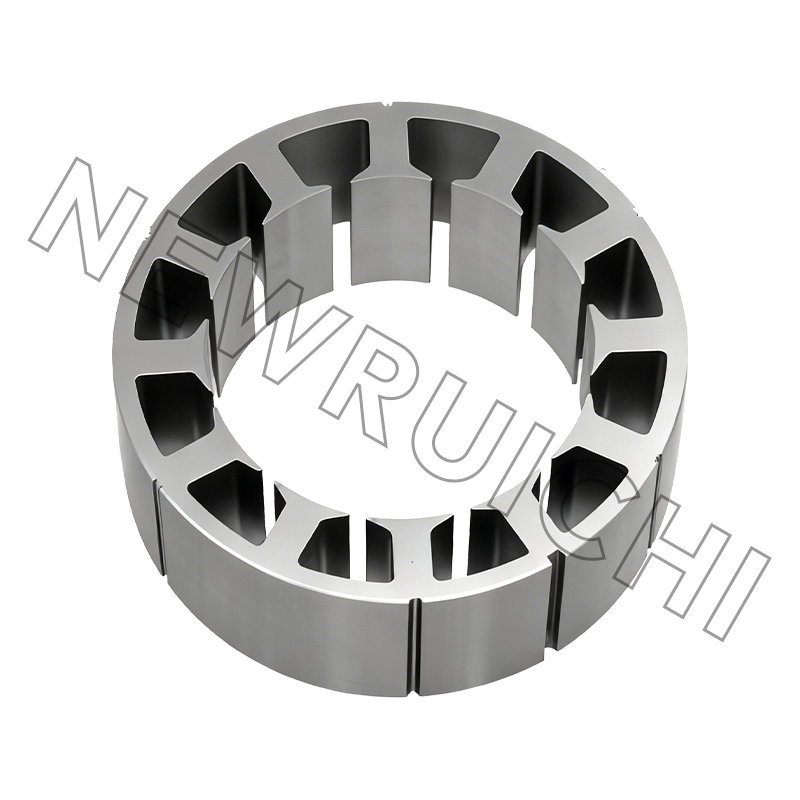
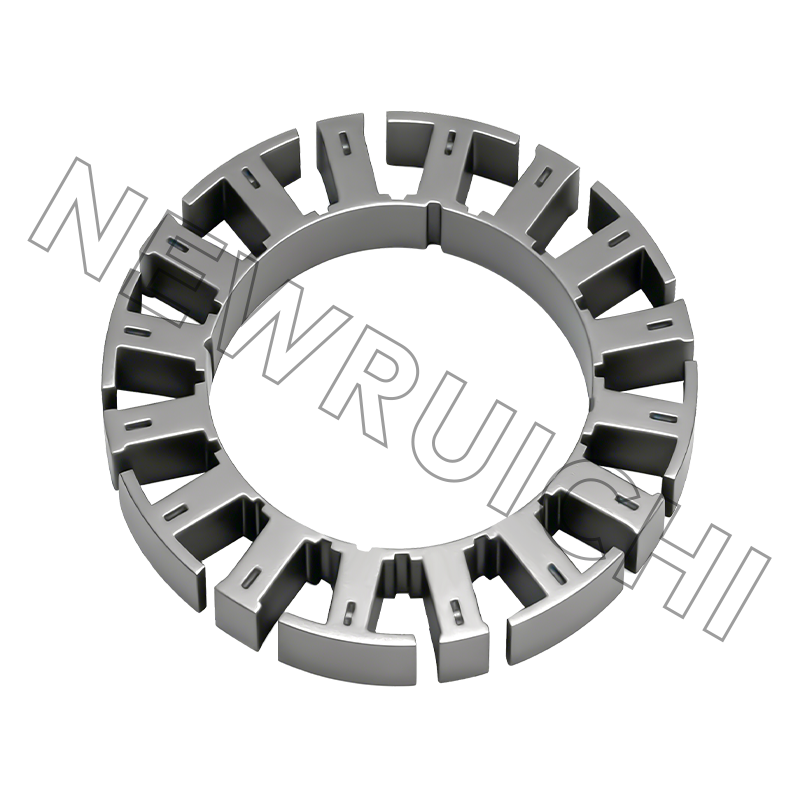
Állórész- és forgórészmag-gyártók
