Szervomotor állórészmag és forgórész laminálása
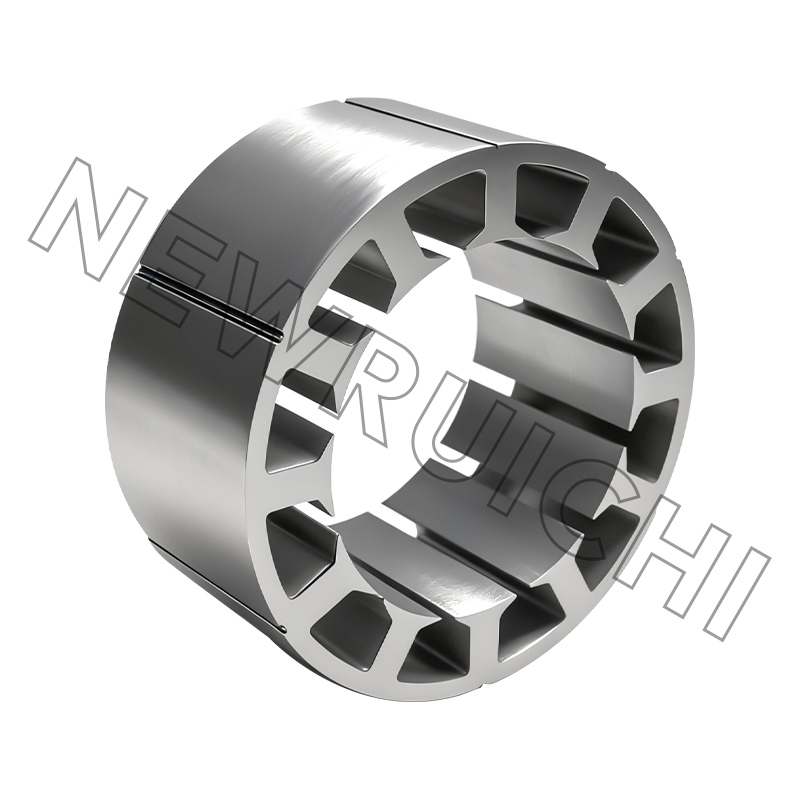
Miért határozza meg a motor állórész magja a szervorendszer teljesítményét?
Bármely precíziós mozgásrendszerben a szervomotor működtetőcsuklóként működik – ezredmásodperces reakciókészséggel az elektromos bemenetet ellenőrzött mechanikus kimenetté alakítja át. Ennek az átalakítási folyamatnak a középpontjában a motor állórész magja áll: a rögzített mágneses szerkezet, amely létrehozza a forgó elektromágneses teret, amely meghajtó a rotort. Geometriája, anyagtulajdonságai és gyártási pontossága együttesen meghatározzák, hogy az energiaátalakítás milyen hatékonyan és pontosan megy végbe.
A jól megtervezett állórész mag többet tesz, mint a mágneses fluxust. Ez alakítja a fluxus térbeli eloszlását a légrésben, közvetlenül befolyásolva a nyomaték linearitását, a visszafelé irányuló EMF hullámforma minőségét és a motor azon képességét, hogy precíz pozíciószabályozást biztosítson a változó terhelési viszonyok között. A robotkarokban, a CNC megmunkáló központokban és a nagy ciklusú automatizált összeszerelő sorokban – olyan környezetben, ahol a pozíciópontosságot mikrométerben, a ciklusidőt pedig ezredmásodpercben mérik – az állórész mag nem árualkatrész. Ez egy precíziós teljesítményelem.
Azok a gyártók, akik az állórészmag kiválasztását és specifikációját mérnöki döntésként kezelik, nem pedig beszerzési döntésként, következetesen jobb rendszerszintű eredményeket érnek el: kisebb a nyomaték hullámzása, csökken a hőfelhalmozódás és hosszabb működési intervallumok a karbantartási ciklusok között.
Anyagválasztás: Az alacsony veszteségű mágneses teljesítmény alapja
A laminált anyag mágneses és elektromos tulajdonságai abszolút plafont szabnak a motor hatékonyságának és dinamikus reakciójának. A szervomotorok állórészeinek és forgórészeinek laminálásához a nagy áteresztőképességű szilíciumacél – jellemzően nem orientált elektromos acél, amelynek szilíciumtartalma 2% és 3,5% között van – a választott anyag a precíziós szervóalkalmazásokban.
A szilíciumötvözet az elektromos ellenállás növelésével csökkenti az örvényáram-veszteséget, míg a nagy áteresztőképességű fokozatok biztosítják, hogy a mágneses áramkör nagyobb fluxussűrűség mellett telítődjön, így nagyobb nyomatékkimenetet tesz lehetővé egységnyi magtérfogatban. A laminált anyag beszerzésekor meg kell adni a legfontosabb teljesítményparamétereket:
- Magveszteség (W/kg) — fajlagos fluxussűrűségen és frekvencián mérve (pl. 1,0 T 50 Hz-en vagy 400 Hz nagy sebességű alkalmazásoknál); kisebb magveszteség csökkenti a hőtermelést és javítja a hatékonyságot a működési sebességnél
- Relatív permeabilitás (μr) - a nagyobb permeabilitás csökkenti az adott fluxussűrűség eléréséhez szükséges magnetomotoros erőt, ami gyorsabb nyomaték generálást tesz lehetővé
- Laminálás vastagsága — a vékonyabb rétegek (0,20 mm, 0,27 mm, 0,35 mm) csökkentik az örvényáram-veszteséget magasabb elektromos frekvenciákon; a megfelelő vastagság a motor névleges fordulatszámától és vezérlési sávszélességétől függ
- Szigetelő bevonat — rétegközi szigetelés (jellemzően C-5 vagy C-6 minőségű bevonat) megakadályozza, hogy az örvényáramok áthidalják az egymásra helyezett rétegelt rétegeket, fenntartva az összeszerelt mag tervezett veszteségi jellemzőit
A 10 000 ford./percnél nagyobb fordulatszámon működő, ultra-nagy sebességű szervomotorokhoz amorf fémötvözetek vagy kobalt-vas minőségek adhatók meg a hagyományos szilíciumacél helyett, ami lényegesen alacsonyabb magveszteséget kínál magas frekvenciákon, megfelelő költségfelár mellett.
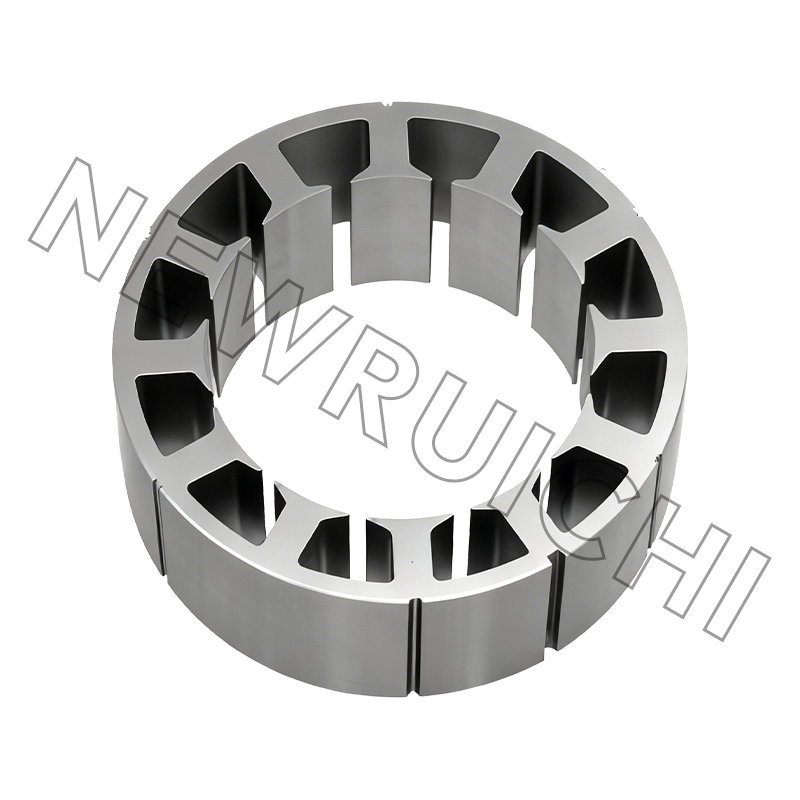
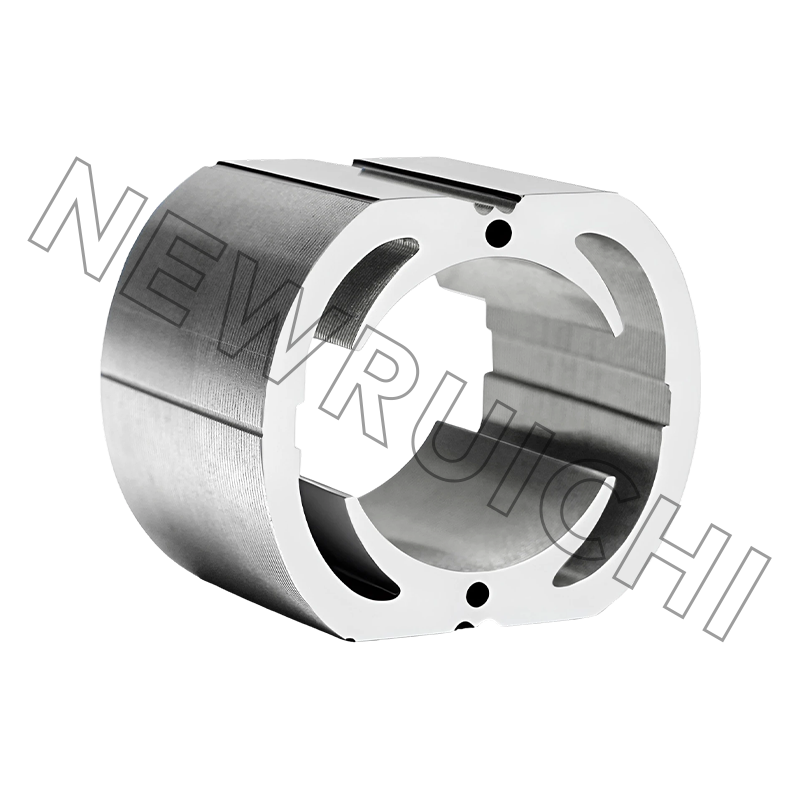
Precíziós bélyegzés: Hogyan alakítja ki a gyártási folyamat a méretkonzisztenciát
Átmenet a nyers elektromos acélról a készre szervomotor állórész és forgórész laminálása precíziós bélyegzési technológiát igényel, amely képes szűk geometriai tűréseket tartani a nagy mennyiségű gyártás során. A laminálások méretbeli inkonzisztenciája – a rés geometriájának, a fogszélességnek vagy a külső átmérőnek a változása – közvetlenül az összeszerelt mag mágneses aszimmetriájává válik, harmonikus torzulást okozva a légrés fluxusában és a nyomaték hullámzásának mérhető növekedését okozva.
A progresszív présbélyegzés a domináns gyártási módszer a szervomotoros laminálásoknál, amely biztosítja az egyenletes minőséghez szükséges áteresztőképességet és megismételhetőséget. A bélyegzés során ellenőrzött fő méretparaméterek a következők:
- A rés geometriájának tűréshatára — a rés szélessége és mélysége közvetlenül befolyásolja a tekercs kitöltési tényezőjét és a fluxusút reluktanciáját; a szervo minőségű laminálások tipikus tűréshatárai ±0,02 mm vagy ennél szorosabbak
- Sorja magasság szabályozás — a bélyegzési nyírási zónából származó túlzott sorja növeli a laminálás effektív vastagságát, veszélyezteti a szigetelés integritását, és olyan feszültségkoncentrációkat hoz létre, amelyek növelik a hiszterézisveszteséget; a sorja magassága általában ≤0,05 mm-re van szabályozva
- Laposság és dőlésszög — a nem lapos laminálások egyenetlenséget hoznak létre, ami a forgórész excentricitását és vibrációját okozza a működési sebességnél; a lapossági eltérést általában 0,1 mm-en belül adják meg a laminálás átmérőjének 100 mm-ére vonatkoztatva
- Belső és külső átmérő koncentrikussága – kritikus fontosságú a rotor kerülete körüli egyenletes légrés fenntartásához, amely közvetlenül szabályozza a légrés fluxussűrűség hullámformájának térbeli harmonikus tartalmát
Az ellenőrzött szerszámhézag és a rendszeres karbantartás révén elért sima élek szintén hozzájárulnak a mechanikai egyensúly megteremtéséhez a nagy sebességű forgás során, csökkentve a vibrációs gerjesztő erőket, amelyek egyébként hallható zajt és felgyorsult csapágykopást eredményeznének.
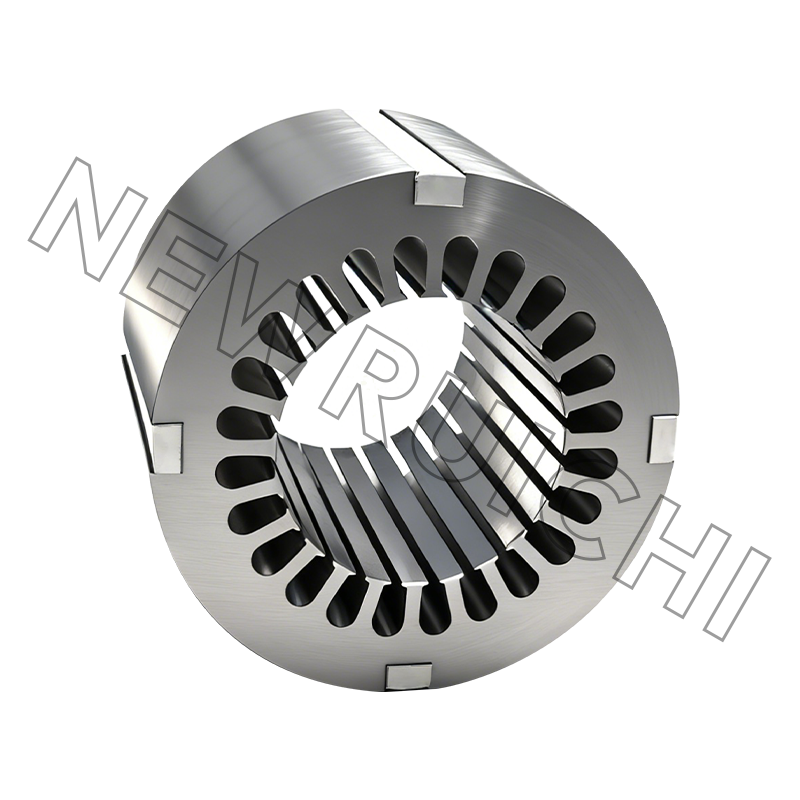
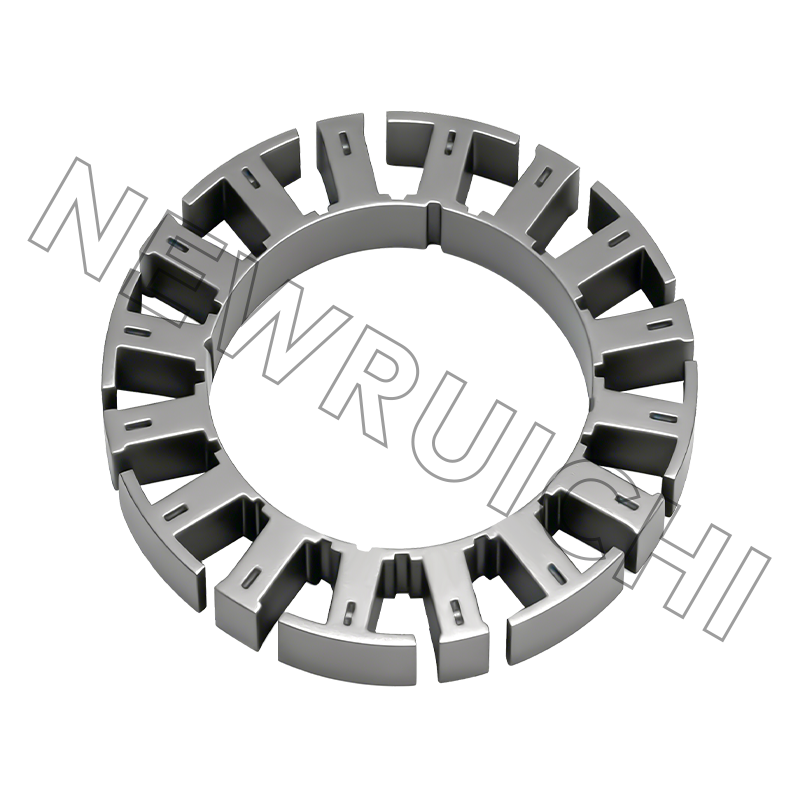
Az állórész forgórészének kialakítása: pólus-rés illesztés és mágneses áramkör optimalizálása
A állórész forgórész magja konfiguráció – az állórész résszámának, a forgórész pólusszámának és ezek geometriai kapcsolatának kombinációja – az elsődleges tervezési változó, amely a szervomotorok nyomaték hullámzásának nagyságát, fogaszási nyomatékát és tekercselési induktivitását szabályozza. Ennek a kombinációnak a helyes kialakítása nem egyszerűen egy magas pólusszám vagy egy nagy slotszám kiválasztása kérdése; megköveteli az állórész MMF-eloszlása és a forgórész fluxusmintája közötti harmonikus kölcsönhatások szisztematikus értékelését.
Az alábbiakban összefoglaljuk a szervomotorok tervezésében használt gyakori pólus-rés kombinációkat és azok teljesítményjellemzőit:
| Pole / Slot kombináció | Fogadó nyomaték | tekercselési tényező | Tipikus alkalmazás |
|---|---|---|---|
| 8P / 12S | Alacsony | 0.866 | Általános célú szervó, robotika |
| 10P / 12S | Nagyon alacsony | 0.933 | Nagy pontosságú pozicionálás, közvetlen hajtás |
| 6P / 9S | Közepes | 0.866 | Kompakt szervó, orvosi eszközök |
| 14P / 12S | Nagyon alacsony | 0.933 | Alacsony-speed high-torque, collaborative robots |
A pólusrés kiválasztásán túl az állórész forgórész maggeometriájának kiegészítő tervezési jellemzői – beleértve az állórész résferdülését, a forgórész mágneses ferdeségét és a foghegy letörését – a fogaskeréknyomaték-harmonikusok további csillapítására szolgálnak. Ezeket a geometriai finomításokat a laminálási bélyegzési szakaszban hajtják végre, így pontos végrehajtásuk az előző részben tárgyalt méretpontosságtól függ.
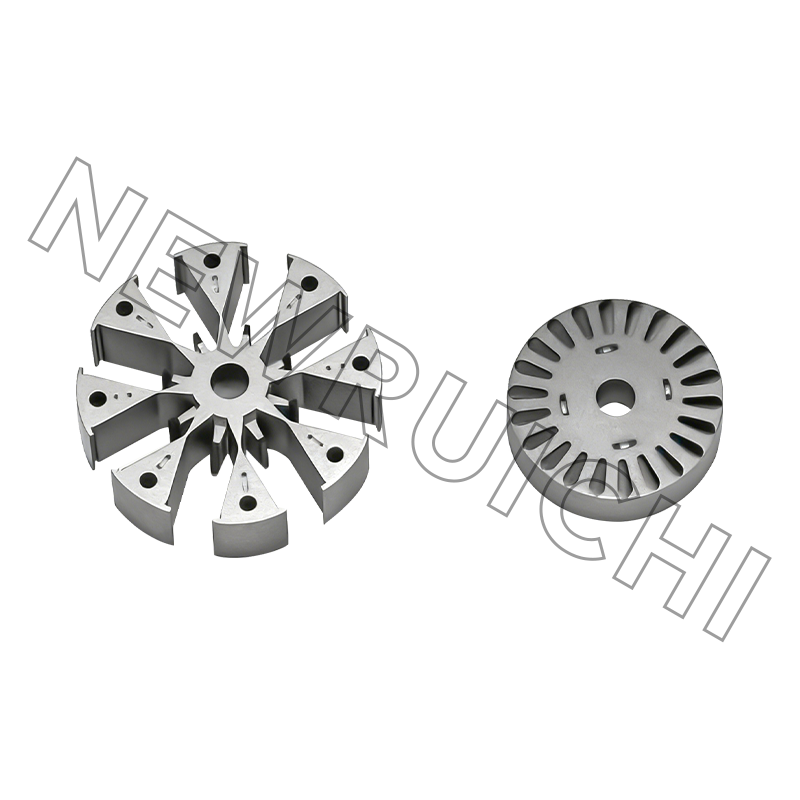
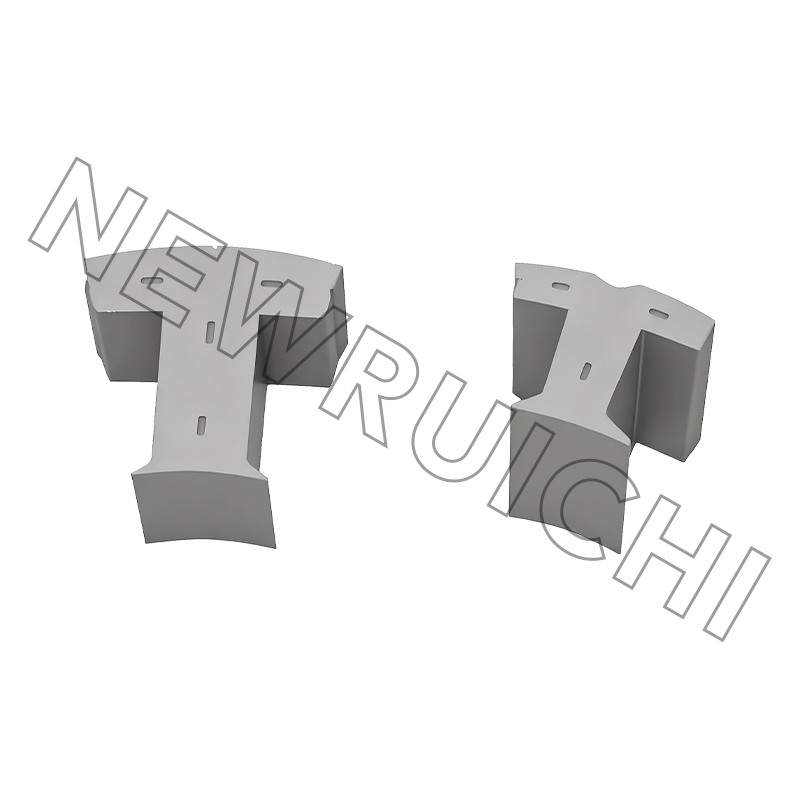
Ragasztás, ragasztás és mag összeszerelés: a laminálástól a funkcionális magokig
Az egyes szervomotorok állórész- és forgórész-laminálásai csak akkor nyerik el teljes funkcionális értéküket, ha egy koherens, egymásra helyezett magba vannak összeszerelve, következetes rétegközi érintkezéssel és precíz axiális beállítással. A választott összeszerelési módszer befolyásolja a mechanikai integritást, a mágneses teljesítményt és a későbbi gyártási folyamatokhoz való alkalmasságot, beleértve a tekercsbehelyezést és a rotor kiegyensúlyozását.
A primary stacking and bonding methods used for servo-grade cores are:
- Reteszelő (önbepattanó) — a nyomott bemélyedések vagy fülek egymásba helyezik a szomszédos rétegeket egymásra rakás közben, így biztosítva a mechanikai kohéziót ragasztó vagy rögzítőelemek nélkül; gyorsaság és költséghatékonyság miatt a legelterjedtebb módszer a nagy volumenű gyártáshoz
- Lézeres hegesztés — a tengelyirányú hegesztési varratok az egymásra helyezett mag külső átmérője mentén; jó méretstabilitású merev szerelvényt hoz létre, bár a hegesztési feszültség kis mértékben növelheti a helyi magveszteséget az érintett zónákban
- Ragasztás (ragasztott laminált kötegek) — a laminált felületek közé felhordott anaerob vagy epoxi ragasztók; kiküszöböli a hegesztésből vagy reteszelésből származó mechanikai igénybevételt, megőrzi az egyes laminálások teljes mágneses tulajdonságait; előnyben részesítik az ultraalacsony zajszintű és nagy pontosságú szervomagokhoz
- Átmenő csavaros összeszerelés — precíziós tüskére igazított és átmenő csavarokkal rögzített laminálások; elsősorban nagyobb keretméretekhez használják, ahol a reteszelés vagy hegesztés nem praktikus
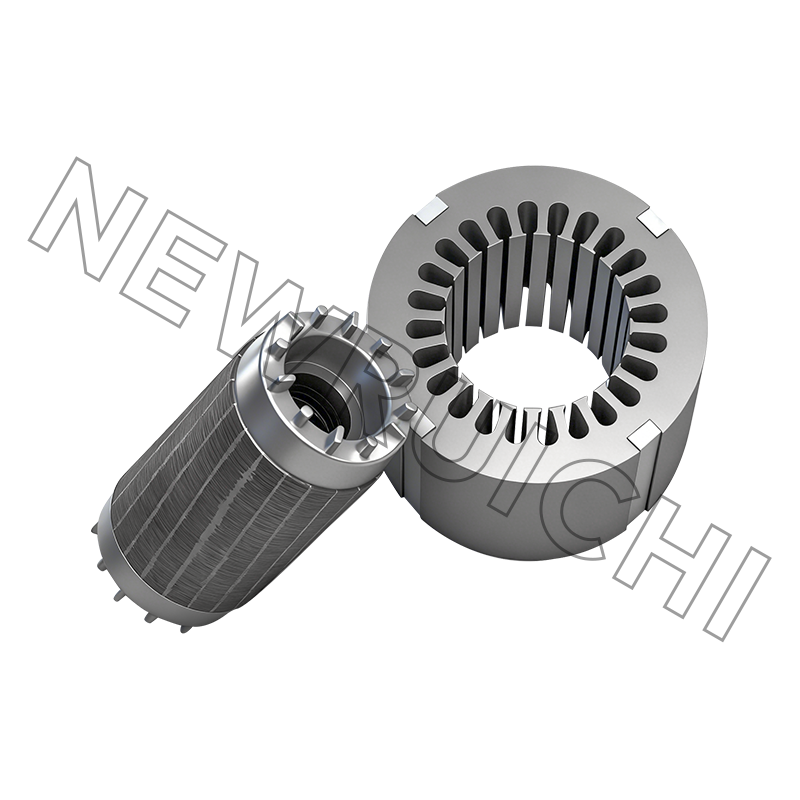
Az állandó mágneses szervomotorok rotormagjainál a precíz axiális egymásra rakásbeállítás különösen kritikus. A rotor laminálási köteg és a mágnes rögzítési geometriája közötti eltolódás aszimmetrikus fluxusutakat eredményez, amelyek működés közben növelik a fogazási nyomatékot és az akusztikus zajt.
Testreszabási lehetőségek a szervomotor laminálási geometriájához
A szabványos laminálási geometriák lefedik a legáltalánosabb szervomotor-keretméreteket és pólusrés konfigurációkat, de sok precíziós mozgási alkalmazáshoz testreszabott laminálási tervekre van szükség, hogy megfeleljenek a specifikus teljesítmény-, csomagolás- vagy integrációs követelményeknek. A laminálási geometria testreszabása a következő méretekben lehetséges:
- Külső és belső átmérő — meghatározott motorkeret-méretekhez vagy közvetlen hajtásintegrációs korlátokhoz szabva
- A rés alakja és nyílásszélessége – specifikus tekercselési huzalmérőkre, töltési tényezőkre és rés-szivárgási induktivitási célokra optimalizálva
- A foghegy geometriája - a letörési szög és a hegy szélessége úgy van beállítva, hogy egyensúlyba hozza a fogazott nyomatékcsökkentést a fluxussűrűséggel a foghegy régiójában
- Rotor mágnes zseb geometriája — a belső állandó mágneses (IPM) forgórészek kialakításánál a zseb alakja határozza meg a fluxusgát hatékonyságát és a kiugrósági arányt, mindkettő befolyásolja a reluktancia nyomatékát és a dinamikus szabályozás sávszélességét
- Verem hossza — a forgatónyomaték-sűrűség célértékeinek az axiális csomagolási korlátokon belüli teljesítéséhez igazítva
Az egyedi laminálási geometriákhoz használt prototípus szerszámok viszonylag alacsony költséggel állíthatók elő huzal szikraforgácsolással vagy lézervágással a kezdeti érvényesítéshez, a progresszív szerszámozással pedig a geometria megerősítése után kerül üzembe. Ez a kétlépcsős megközelítés lehetővé teszi a motortervezők számára, hogy a laminálási geometriát ismételjék anélkül, hogy idő előtt nagy volumenű szerszámberuházást kellene vállalniuk.
Teljesítményeredmények: milyen kiváló minőségű magok érhetők el az alkalmazásban
A cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Csökkentett nyomaték hullámzás – simább mozgásprofilok lehetővé tétele a robotcsuklóknál és a lineáris pozicionálási szakaszokban, közvetlen előnyökkel járva a felületkezelés minőségében a megmunkálási alkalmazásokban és a pályapontosságban a pick-and-place automatizálásban
- Alacsonyabb üzemi hőmérséklet – a kisebb magveszteség kevesebb hőtermelést eredményez névleges terhelés mellett, meghosszabbítja a tekercsszigetelés élettartamát, és nagyobb folyamatos munkaciklusokat tesz lehetővé leértékelés nélkül
- Gyorsabb dinamikus válasz – az alacsonyabb mágneses veszteség és a nagyobb permeabilitás javítja a motor nyomaték állandó stabilitását az üzemi fordulatszám-tartományban, támogatva a szűkebb áramhurok sávszélességet a szervohajtásban
- Csökkentett vibráció és akusztikus zaj - a szabályozott laminálási síkság, a sima résélek és a precíz forgórész-kiegyenlítés elnyomja a hallható zajt generáló mechanikai gerjesztő erőket, ami egyre inkább előtérbe kerül az orvosi, félvezető- és kollaboratív robotikai alkalmazásokban
- Következetes kötegenkénti teljesítmény – a gyártási sorozatok szűk mérettűrései biztosítják, hogy a motor teljesítményparaméterei a gyártási program teljes élettartama alatt a specifikációkon belül maradjanak, csökkentve az egyedi motorkalibrálás szükségességét a rendszerintegrációs szakaszban
Nagy ciklusú gyártási környezetekben, ahol a szervomotorok évente több tízmillió pozicionálási lépést hajthatnak végre, ezek a teljesítményelőnyök a rendszer élettartamához képest – csökkentik az energiafogyasztást, meghosszabbítják a karbantartási intervallumokat, és javítják a teljes birtoklási költséget az alacsonyabb specifikációjú állórész-rotormag-komponensekre épülő motorokhoz képest.
E-mail címét nem tesszük közzé. A kötelező mezők * jelzéssel vannak ellátva




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/Telefon:
+86-18861576796 +86-18261588866
Telefon/Telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Szerzői jog © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Állórész- és forgórészmag-gyártók
