Interlock laminált mag: precíziós és teljesítménynövekedés
Meghatározó előnye egy interlock laminált mag az örvényáram-veszteség csökkentésére való képessége akár 95% a tömör maghoz képest, ugyanakkor nincs szükség hegesztésre vagy szegecselésre az összeszerelési folyamat során. Ez a kettős előny mind az elektromos hatékonyságot, mind a gyártási sebességet javítja a nagy mennyiségű motorgyártás során.
A technológia túllépett az egyszerű halmozáson. A modern reteszrendszerek ma már olyan mikrofunkciókat tartalmaznak, amelyek a sajtolás során szinte molekuláris szinten fizikailag kötik össze a laminátumokat, így olyan monolitikus szerkezetet hoznak létre, amely ellenáll a nagy fordulatszámú vontatómotorok torziós igénybevételének. A sajtolószerszám-architektúra és az anyag-visszarugózási dinamika megértése kritikus fontosságú az ezeket a magokat meghatározó mérnökök számára.

A reteszelés mechanikája idegen anyag nélkül
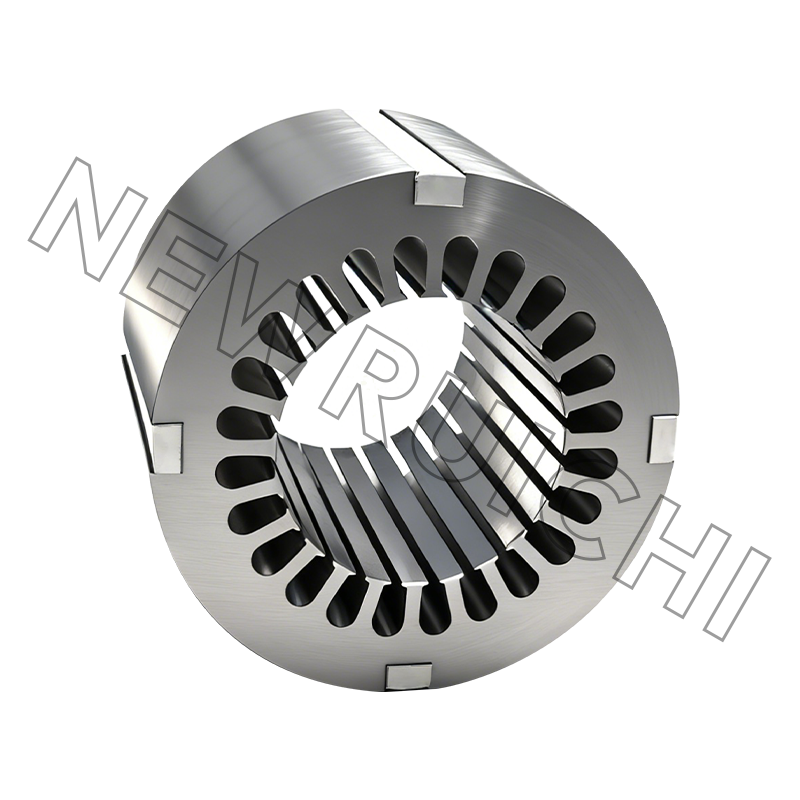
Ellentétben a hagyományos magfelépítéssel, amely a külső átmérő mentén kapcsokon, csavarokon vagy MIG-hegesztésen alapul, az interlock laminált mag geometriai illeszkedést használ a rétegek ragasztására. A nagy sebességű bélyegzési folyamat során a progresszív matrica precíz hengeres vagy V alakú kiemelkedéseket vág az egyik rétegen, amelyek a szomszédos lap megfelelő mélyedéseibe préselődnek. Az interferencia illeszkedik, gyakran csak 0,02-0,05 mm , elég erős tartóerőt hoz létre ahhoz, hogy fenntartsa a laminálás integritását a tekercselési és lakkozási szakaszokban.
A hegesztés megszüntetése jelentős technikai ugrás. A hegesztés rövidzárlatot hoz létre a hátsó vas mentén, helyi forró pontokat hozva létre, amelyek rontják a mágneses permeabilitást. A vezetési út eltávolításával az egymásba zárt magok valóban elszigetelt laminált szerkezetet tartanak fenn, biztosítva, hogy a fluxussűrűség egyenletes maradjon a teljes fogprofilban.
A hatékonyság és a nyomaték javulásának számszerűsítése
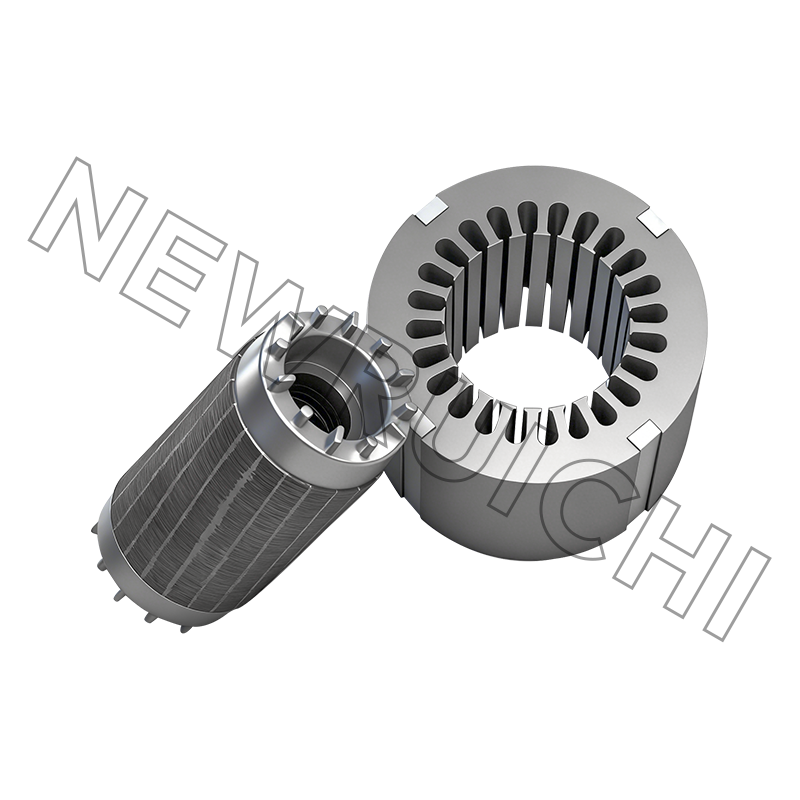
A hegesztett magkialakításról a reteszelt magra való áttérés közvetlenül befolyásolja az elektromos motor teljesítménysűrűségét. A 12 nyílásos, 8 pólusú koncentrált tekercselés állórészén végzett tesztelés egyértelműen megmutatja a teljesítmény deltát.
| Paraméter | Hegesztett mag | Interlock laminált mag |
|---|---|---|
| Vasveszteség @ 1000 Hz (W/kg) | 48 | 38 |
| Fogazási nyomaték (mNm) | 12 | 4 |
| Halmozási tényező | 95% | 98,5% |
| Hátsó vashőmérséklet-emelkedés | 65°C | 48°C |
A fogaskeréknyomaték csökkenése a 4 mNm különösen kritikus a zaj, a vibráció és a keménység (NVH) szempontjából az autóipari vontatási alkalmazásokban. Ez a simaság a reteszelő tulajdonságok által fenntartott precíz szögbeállításból adódik, amely megakadályozza a rétegek közötti forgási csúszást, amely a mechanikusan rögzített magokat sújtja a hőciklus során.
Kritikus szerszámparaméterek a nulla hibás halmokhoz
A sikeres reteszelt laminált magprojekt meghiúsul vagy sikeres a sajtolószerszámon belül. A reteszelő funkciót a progresszív matrica végső szakaszában hozzák létre, ami abszolút ellenőrzést igényel az anyagadagolás és a lyukasztás közötti távolság felett. Bármilyen eltérés itt megszorozódik a verem magasságában.
Szabályozott rugózás és felületi síkosság
A szilícium acél anyaga nagyjából visszarugaszkodó 2-4 fok között hajlítás után. A reteszelő fülek biztonságos összekapcsolásához a szerszámnak pontosan túl kell hajlítania a fület úgy, hogy az a szomszédos réteg üregében reteszelt helyzetbe lazuljon. A továbbfejlesztett progresszív matricák most szervo-meghajtású nyomóbetéteket használnak, amelyek valós időben állítják be a térfogatot, kompenzálva a tekercsek közötti keménységváltozásokat. E kompenzáció nélkül laza kötegek vagy rétegelt törés lép fel.
Reteszelési mennyiség és alakgeometria
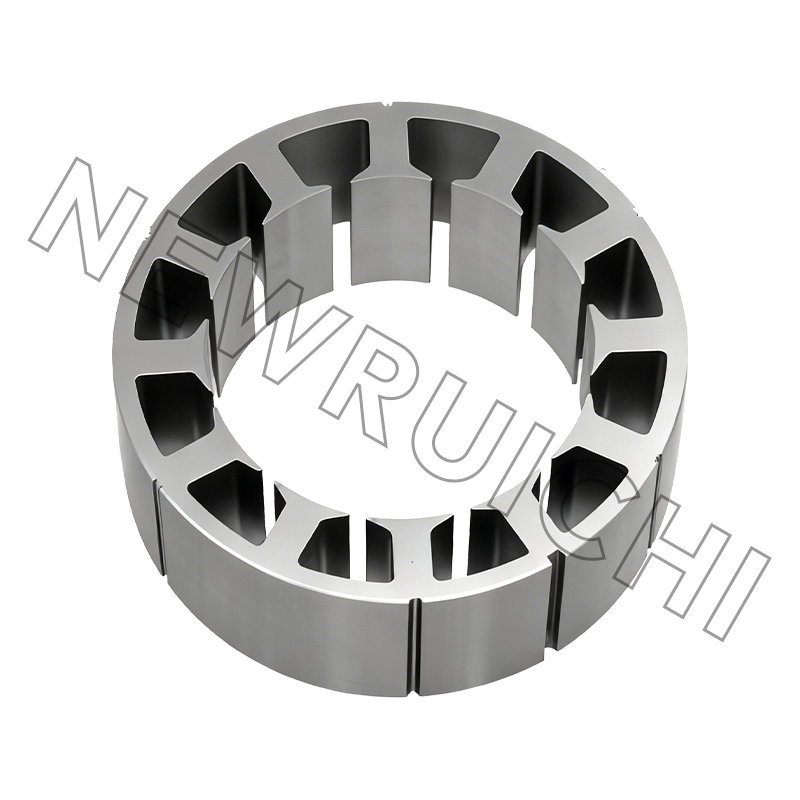
A geometria határozza meg a végső blokk nyírószilárdságát. A 200 mm átmérőjű állórészek jelenlegi legjobb gyakorlata a következő profilokat használja:
- Kerek gödröcskék: A legjobb kis szervomotorokhoz 5 kW , szimmetrikus tartóerőt biztosít minimális hatással a mágneses útra.
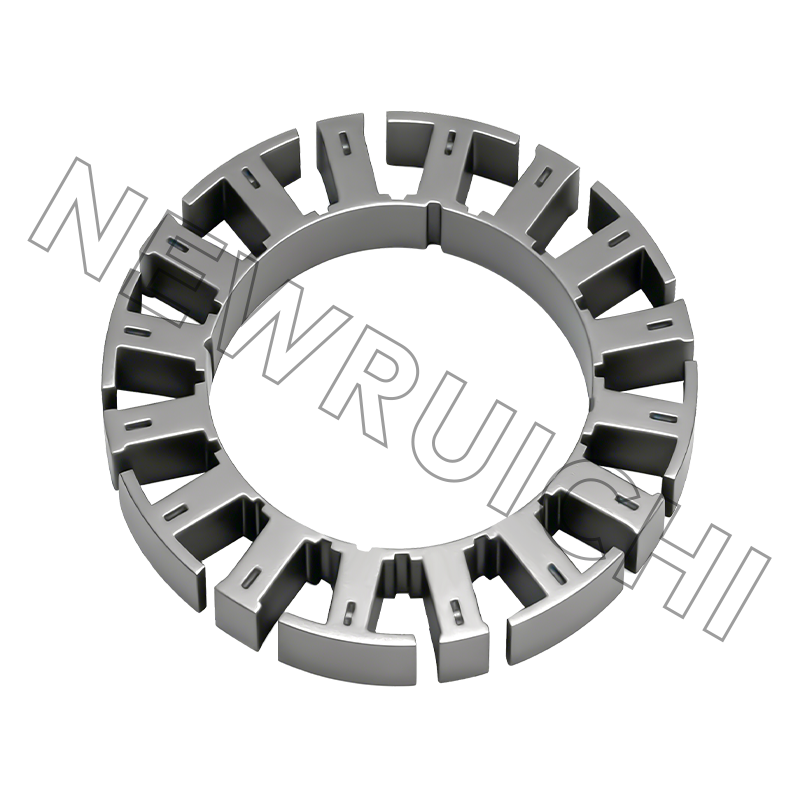
- V alakú vagy delta reteszelés: Szállít 40%-kal nagyobb kihúzási ellenállás mint a kerek kialakítás, fecskefark-effektus létrehozásával, ami elengedhetetlen a 10 000 RPM-nél nagyobb motoroknál.
- Változó nyomású zónák: Olyan technika, ahol a reteszelés mélységét csökkentik az állórész fogzónájában, hogy megakadályozzák a szigetelőréteg repedését, miközben a maximális szorítóerőt kizárólag a járomszakaszra fejtik ki.
Anyagi korlátok és az elektromos leválasztás integritása
A reteszelés eredendően megzavarja az acélfelület szigetelő oxid- vagy lakkbevonatát. Amikor a fül átnyírja a bevonatot, fém-fém hidat hoz létre. Ennek a rövidzárlati kockázatnak a kezelése az elsődleges tervezési kihívás. A szilícium-karbid (SiC) invertereket használó nagyfrekvenciás meghajtókban az éles dv/dt impulzusok pusztító áramokat indukálhatnak ezeken a reteszeken keresztül.
Ennek enyhítésére a gyártók most alkalmazzák a másodlagos önkötő epoxi amely a kikeményedési ciklus során aktiválódik. Míg a mechanikus retesz biztosítja a zöld szilárdságot a kezeléshez, a sült epoxi kitölti a mikroréseket a vágott éleken, visszaállítva az elektromos ellenállást a fenti szintre. 5 megaohm 500V-on. Ez a hibrid reteszelési eljárás gyorsan a 800 V-os elektromos vontatómotorok szabványává válik.
In-Die minőségellenőrzés végrehajtása
A kész kötegek destruktív kihúzási tesztjére hagyatkozni elavult. Az intelligens bélyegzőcellák immár közvetlenül a szerszámüregbe integrálják a lézeres elmozdulásérzékelőket. Amikor a laminálások kilépnek a reteszelő állomásból, egy érzékelő méri a reteszelőfül kiemelkedésének magasságát. Ha a fül magassága eltér a névleges 0,8 mm-es cél több mint 0,03 mm-rel , a présvezérlő azonnal beállítja a nyomószár behatolását, vagy eltereli a rossz szakaszt, mielőtt a teljes köteg veszélybe kerülne. Ez a zárt hurkú visszacsatolás lehetővé teszi az első menetes hozam túllépését 99,9% , elengedhetetlen egy rotormag 2,5 másodpercenkénti előállításához.
E-mail címét nem tesszük közzé. A kötelező mezők * jelzéssel vannak ellátva




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/Telefon:
+86-18861576796 +86-18261588866
Telefon/Telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Szerzői jog © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Állórész- és forgórészmag-gyártók
